
石家庄大口径方管材质Q355B方管125x125x12大口径方管
石家庄大口径方 管



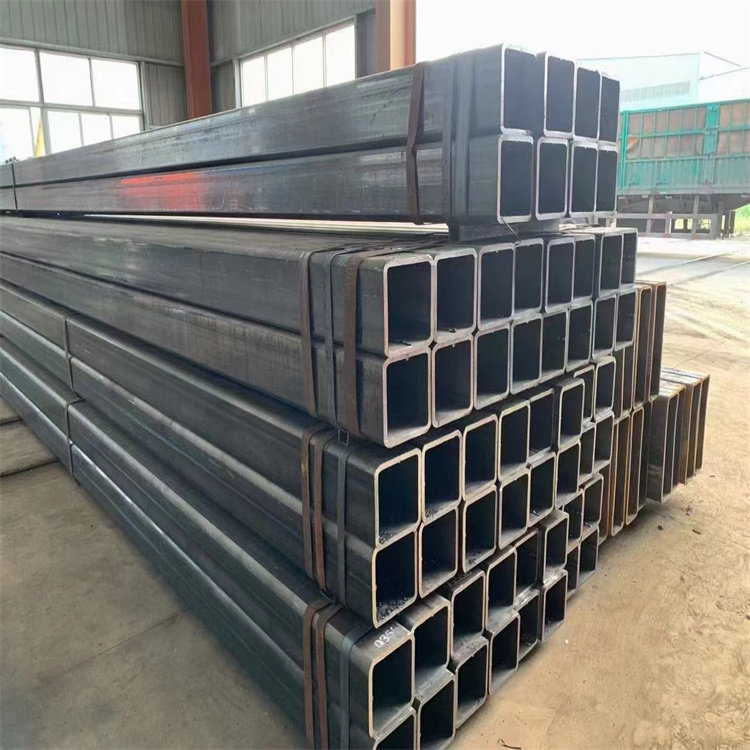
山东轧三特钢有限公司专业生产销大口径方管、16Mn厚壁方管、Q345B方管、镀锌方管生产厂家、镀锌方管厂、热镀锌方管生产厂家、大口径方管生产厂家、大邱庄方管生产厂家、Q345B方管、方矩管、方管价格、无缝 方管、大口径方管、焊接方管、镀锌方管、矩形管厂家、16Mn方管、方管生产厂家管、,q235b方管、q34 ,壁厚20-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形 标ASTM A500 标准要求。新增设分厂,生产和销镀锌带方管、圆管;温室大棚 管;自行车管等;年生产能力10万吨。 产品广泛用于水暖用管、大棚用管、穿线管、家具用管、自行车管、体育器材等,产品凭借可靠的质量、精外观,深受广大新老客户的青睐。
5x12大口径方管它是将气态乙与氮气按一定比例混合后直接通入烧结炉,在高温烧结区会产生如下的反应:CH3OHCO+2H2因为后的气体中,CO与H2的比例与用CH4按通常方法生产出的吸热 中的比例相等,再加上混入的氮气便可出与吸热 成分相同的混合气氛(1L的 对应1.05nm3氮气)。它的优点在于不需要炉外的吸热 产生器。另外,用户可以按照自己的要求混入不同量的氮气发产生稀释的吸热 。真空也是烧结气氛的一种,多用于烧结不锈钢等材料,并不常用于含碳钢的烧结。
GB/T9112—2钢制管法兰类型与参数GB/T9124—2钢制管法兰技术条件3法兰的型式与尺寸3.1PN.PN1.、PN1.PN2.5和PN4.MPa平面带颈平焊钢制管法兰的型式应符合图1的规定,尺寸应符合表1~表5的规定。2PN.PN1.、PN1.PN2.5和PN4.MPa突面带颈平焊钢制管法兰的型式应符合图2的规定,尺寸应符合表1~表5的规定。3PN2.MPa平面带颈平焊钢制管法兰的型式应符合图3的规定,尺寸应符合表6的规定。4PN2.和PN5.MPa突面带颈平焊钢制管法兰的型式应符合图4的规定,尺寸应符合表6和表7的规定。N11.、PN15.和PN26.MPa突面带颈平焊钢制管法兰的型式应符合图5的规定,尺寸应符合表7~表1的规定。兰的技术要求4.1法兰的技术要求应符合GB/T9124的规定。2法兰在不同温度下的无冲击工作压力应符合GB/T9124—2附录A(标准的附录)的规定。
公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品发,满足用户的不同需求。......
石 12大口径方管供水系统的生产管理由供水中心站统一协调,实施优化调度。因此相应地,其供水自动化系统也主要由三部分组成:水电厂供水调度SCADA系统、滨海水厂监控系统、各供水站终端系统。各系统间是通过无线方式进行通讯和数据实时传递。电厂供水调度SCADA系统水电厂供水调度SCADA(SupervisoryControlAndDataAcquisitionSystems)系统是大港油田供水自动化系统的中枢部分,负责对下 子系统(水厂监控系统和各供水站终端系统)的数据信息进行采集、汇总,然后传送到计算机和大模拟屏上,实现数据的实时微机管理和模拟屏动态显示。
同样,在用钢丝刷去除焊渣或用喷丸工件时,应防止碳钢对不锈钢表面造成污染。钢丝刷应用不锈钢,如进行喷丸,应使用未被碳钢或铸铁污染的玻璃球。TIG焊(惰性气体钨极保护焊)无论是手工焊接还是自动焊接.5~4.mm厚的不锈钢时, 常用的就是TIG焊。TIG焊还用于较厚断面根部焊道的焊接,主焊缝采用堆焊。TIG焊的热源为直流电弧,工作电压为1~15伏,但电流可达3安,把工件作为正极,焊炬中的钨极作为负极。